-

Applied EV, a leader in vehicle control system technologies for Software Defined Machines™, announced they have selected CISSOID’s new CXT-ICM3SA series of Silicon Carbide Inverter Control Modules (ICMs) to drive their latest generation of autonomous vehicle E-motors.
Dedicated to the E-mobility market, CISSOID’s software-powered SiC ICMs are augmented with onboard programmable hardware, accelerating the response time to critical events, off-loading the processor cores and enhancing functional safety.
The ICM is integrated into Applied EV’s Digital Backbone™, a centralised control system combining state-of-the-art software and hardware, setting a new benchmark for safety rated vehicles.
Applied EV’s CEO, Julian Broadbent, said “Both Applied EV and CISSOID recognise functional safety is critical in the development and deployment of autonomous vehicles. The partnership integrates CISSOID’s ICMs into our Digital Backbone, allowing for a faster development cycle, giving our customer the safest vehicle in the shortest time possible.”
CISSOID’s CEO, Dave Hutton, said: “We are excited to embark on this collaborative journey with Applied EV to drive innovation in e-mobility. By combining our expertise in electric motor design with Applied EV’s proficiency in software and vehicle integration, the aim is to deliver a game-changing electric motor drive platform for the future of mobility together.”
The collaboration underscores the shared commitment to driving positive change in the automotive industry and contributing to a more sustainable future for transportation globally.
Original – CISSOID
-
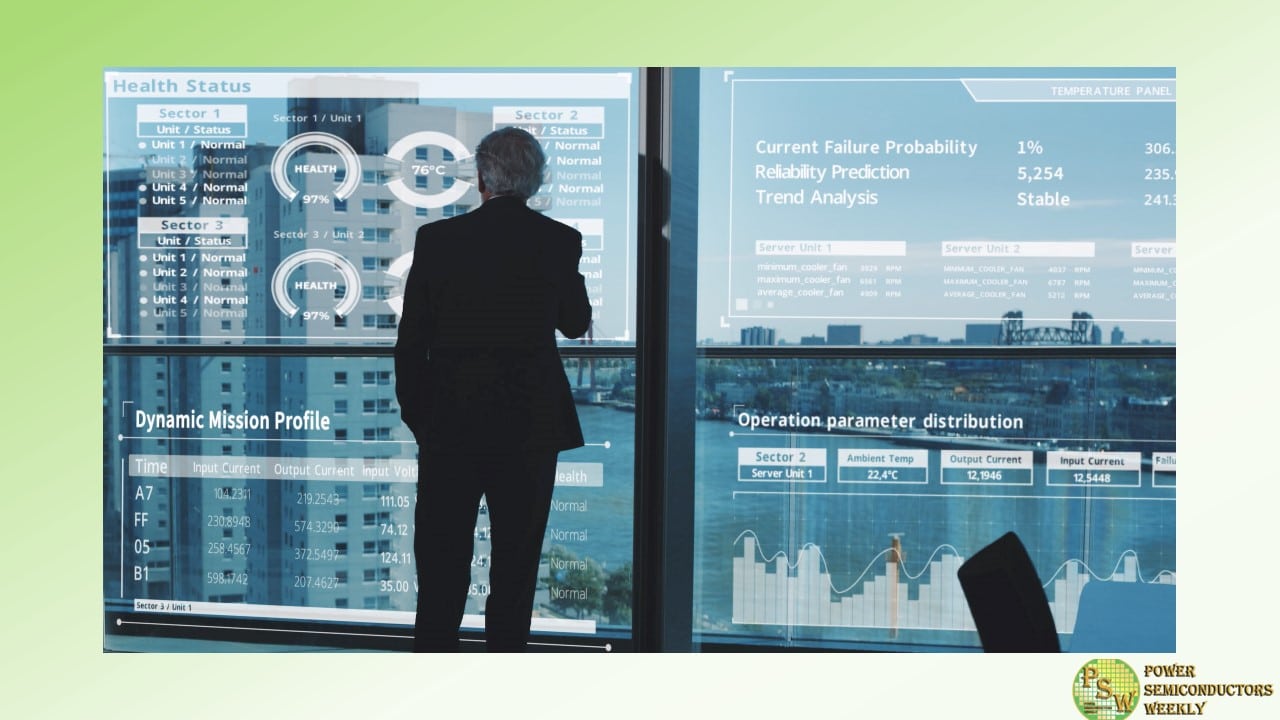
Infineon Technologies AG introduced Power System Reliability Modeling, an innovative solution addressing the increasing challenges faced by data centers and telecom infrastructures due to power supply failures in the system.
With 39 percent of downtimes attributed to power outages and an average cost of $687,700 per downtime, the need for seamless operations and mitigation of financial impact is urgent. By integrating Infineon’s power monitoring solution, organizations can enhance operational resilience, reduce their carbon-footprint and achieve substantial cost savings.
The offering consists of an algorithm running on a digital power controller, thus integrating software and hardware. This is in line with Infineon’s strategic approach to provide customers with comprehensive system solutions that include both semiconductor devices and matching software tools. Target applications of the solution include DCDC converters, ACDC rectifiers and IBC modules utilized in data centers, AI servers, GPUs, and telecom networks.
Power System Reliability Modeling acts as a bridge between component and system reliability. It enables real-time power supply health monitoring of the system and lifetime estimation based on dynamic system operating parameters, a power supply system model, and a reliability prediction procedure in digital power controllers by Infineon.
This solution ensures improved device utilization and data-driven maintenance recommendations, translating into enhanced profitability and reduced Total Cost of Ownership (TCO). Customers benefit from real-time system diagnostics for their power supply as well as powerful system reliability-based decisions and quality assurance. The solution is easy to use and integrate into existing designs.
“The Power System Reliability Modeling represents a pivotal step for Infineon and its customers towards reliable and stable power supply in data centers,” said Adam White, Division President Power & Sensor Systems at Infineon. “Following our Product to System approach, the solution focuses on delivering hardware integrated with advanced software capabilities. This approach not only expands product capabilities and scope, but also empowers our customers to create more value and scale their operations faster.”
Further information about the solution is available at www.infineon.com/reliabilitymodeling.
Original – Infineon Technologies
-

Nexperia announced that its class-leading 650 V, 10 A silicon carbide (SiC) Schottky diode is now automotive qualified (PSC1065H-Q) and available in real-two-pin (R2P) DPAK (TO-252-2) packaging, making it suitable for various applications in electric vehicles and other automobiles.
Additionally, in a further extension to its portfolio of SiC diodes, Nexperia is now also offering industrial-grade devices with current ratings of 6 A, 16 A, and 20 A in TO-220-2, TO-247-2, and D2PAK-2 packaging to facilitate greater design flexibility. These diodes address the challenges of demanding high voltage and high current applications including switched-mode power supplies, AC-DC and DC-DC converters, battery-charging infrastructure, motor drives, uninterruptible power supplies as well as photovoltaic inverters for sustainable energy production.
The merged PiN Schottky (MPS) structure of these devices provides additional advantages over similar competing SiC diodes, including outstanding robustness against surge currents. This eliminates the need for additional protection circuitry, thereby significantly reducing system complexity and enabling hardware designers to achieve higher efficiency with smaller form factors in rugged high-power applications. Nexperia’s consistent quality across various semiconductor technologies provides designers with confidence in the reliability of these diodes.
In addition, Nexperia’s ‘thin SiC’ technology delivers a thinner substrate (one-third of its original thickness) which dramatically reduces the thermal resistance from the junction to the back-side metal. This results in lower operating temperature, higher reliability and device lifetime, higher surge current capability, and lower forward voltage drop.
“We’ve seen an excellent market response to the initial release of our SiC diodes. They have proven themselves in design-ins with one notable example in power supplies for industrial applications, where customers have achieved especially good results. The superior reverse recovery of these diodes translates to high efficiency in real-world use”, says Katrin Feurle, Senior Director and Head of Product Group SiC Diodes & FETs at Nexperia. “We are particularly excited that this is our first automotive-qualified product, and it is already recognized by major automotive players for its performance and reliability.”
Original – Nexperia
-

Qorvo® announced the industry’s first 4 milliohm silicon carbide (SiC) junction field effect transistor (JFET) in a TOLL package. It was designed for circuit protection applications including solid-state circuit breakers, where low resistance, superior thermal performance, small size and reliability are paramount.
With RDS(on) of just 4 milliohm, the UJ4N075004L8S offers the industry’s lowest on-resistance among the 650V to 750V class of power devices in standard discrete packages. This low RDS(on) drives significant reductions in heat generation and, when coupled with a compact TOLL package, enables a solution size that is 40% smaller than competing devices in TO-263 packages.
This small solution size supports the space-limited dimensions of today’s electromechanical circuit breakers and operates without the need for elaborate cooling systems, accelerating the transition from electromechanical circuit breakers to semiconductor-based solid-state circuit breakers (SSCBs).
“With the introduction of the UJ4N075004L8S, Qorvo continues to lead the way in SiC power innovation, catalyzing the emergence of applications such as circuit protection with ultra-low RDS(on) FET offerings in very small footprints,” said Ramanan Natarajan, director of product line marketing for Qorvo’s SiC Power Products business. “The SSCB market is growing rapidly, and Qorvo’s newest product marks a significant milestone in the evolution of the technology.”
Qorvo’s JFETs are highly robust devices well suited to meet the challenges of circuit protection, providing the ability to turn off at very high inrush currents during circuit faults. Qorvo’s newest JFET can also withstand high instantaneous junction temperatures without experiencing degradation or parametric drift. The normally-on nature of the JFET lends itself to seamless integration into systems where the switch is in the on-state by default and in turn-off state under fault conditions.
The UJ4N075004L8S is now available for sampling and will enter full production in Q4 2024, accompanied by additional JFET options, including 750V with 5 milliohm and 1200V with 8 milliohm ratings, all in TO-247 packaging. For more details about this transformative power technology and detailed product specifications, please visit UJ4N075004L8S.
Original – Qorvo
-
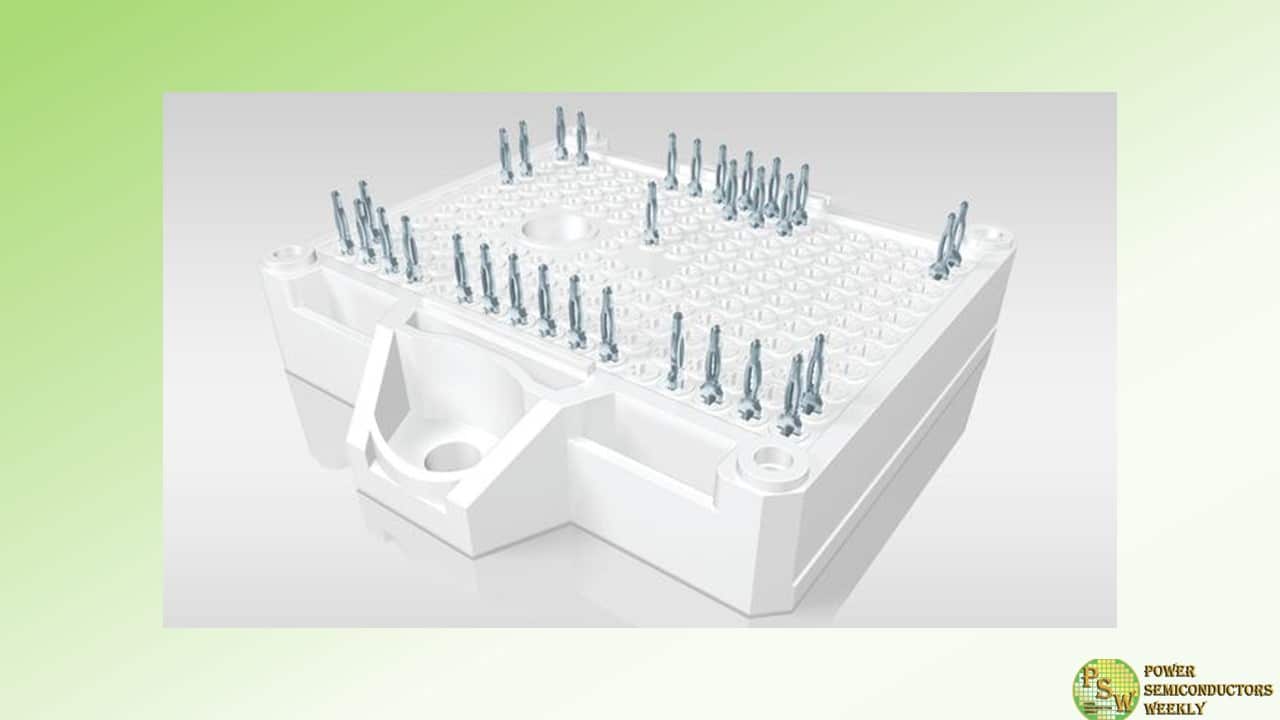
Semikron Danfoss and SMA announced that the Sunny Boy Smart Energy incorporates the SEMITOP E power modules based on silicon carbide. The SEMITOP E features a low-inductance design with superior thermal performance, all in an industry standard housing. The SEMITOP E product offers a variety of circuit topologies based on the latest 650V-1200V silicon carbide technology from multiple sources.
“We strongly believe that the SEMITOP E is the power semiconductor package of choice for applying silicon carbide in advanced solar inverters,” says Roberto Agostini, Product Manager Semikron Danfoss.
“The SEMITOP E has been essential in increasing throughput and efficiency in our assembly,” says SMA Product Manager Petra Nawratil. “The press-fit design and simple mounting approach enabled a higher automation level in the assembly line for the Sunny Boy Smart Energy and following products.”
Residential solar inverters are tasked with generating solar power with the highest efficiency, enabled through silicon carbide technology.
The Sunny Boy Smart Energy is part of the new SMA Home Storage Solution, which enables fast and effective solar generation and storage. It is scalable to meet changing needs and adaptable to additional use cases such as an EV charger, a heat pump, dynamic tariffs, or peak load shaving. The modular SMA Home Storage battery can be expanded anytime to store more solar power.
Original – Semikron Danfoss
-

The latest onsemi 7th generation 1200V QDual3 Insulated Gate Bipolar Transistor (IGBT) power modules offer increased power density and deliver up to 10% more output power than other available competing products. Based on the latest Field Stop 7 (FS7) IGBT technology, the 800-amp (A) QDual3 module delivers industry-leading efficiency to reduce system costs and simplify designs.
In a 150KW inverter, the QDual3 module will dissipate 200 watts (W) less in losses compared to the closest competition, significantly reducing heatsink size. QDual3 is engineered to work under harsh conditions and is ideal for high-power electronics converters such as central inverters in solar farms, energy storage systems (ESS), commercial agricultural vehicles (CAVs) and industrial motor drives.
Currently, two products are available depending on the applications – NXH800H120L7QDSG and SNXH800H120L7QDSG.
Increasing renewable energy adoption amplifies the need for solutions that can manage peak demand and ensure continuous power supply. Peak shaving, the practice of reducing electricity use during peak hours, is essential for maintaining electric grid stability and reducing costs. Using the QDual3 modules, manufacturers can construct a solar inverter and ESS that output more power in the same system size, enabling more efficient energy management and storage capabilities, and allowing for a smoother integration of solar power into the grid.
The modules also mitigate the intermittency of solar energy by storing excess power in an ESS, ensuring a reliable and consistent energy flow. For large systems, the modules can be paralleled to increase the output power up to a couple of MWs and compared to traditional 600 A module solutions, the 800 A QDual3 significantly reduces the module quantity, greatly simplifying design complexity and cutting system costs.
The QDual3 IGBTs module features an 800 A half-bridge configuration that integrates the latest Gen7 trench Field Stop IGBT and diode technology using onsemi’s advanced packaging techniques to reduce switching and conduction losses.
With FS7 technology, the die size is reduced by 30%, allowing more die per module, increasing the power density to enable the maximum current capacity up to 800 A or higher. With an IGBT Vce(sat) as low as 1.75V (175°C) and low Eoff, the 800 A QDual3 module dissipates 10% lower energy losses than the next-best alternative. The modules also meet the stringent standards required of an automotive application.
“Increased electrification of commercial fleets such as trucks and busses and the need of renewable energy sources demand solutions that can generate, store and distribute power more efficiently. Transferring energy from renewable sources to the grid, storage systems and to downstream loads with the lowest power losses possible is increasingly critical,” said Sravan Vanaparthy, vice president, Industrial Power Division, Power Solutions Group, onsemi. “With its industry-standard pin-out and market-leading efficiencies, QDual3 enables power electronics designers to plug and play these modules for an immediate performance boost in their systems.”
Original – onsemi
-
Texas Instruments introduced the industry’s first 650V three-phase GaN IPM for 250W motor drive applications. The new GaN IPM addresses many of the design and performance compromises engineers typically face when designing major home appliances and heating, ventilation and air-conditioning (HVAC) systems.
The DRV7308 GaN IPM enables more than 99% inverter efficiency, optimized acoustic performance, reduced solution size and lower system costs. It is on display at the Power Electronics, Intelligent Motion, Renewable Energy and Energy Management (PCIM) Conference, held June 11-13 in Nuremberg, Germany.
“Designers of high-voltage home appliances and HVAC systems are striving to meet higher energy-efficiency standards to support environmental sustainability goals around the world,” said Nicole Navinsky, Motor Drives business unit manager at TI. “They are also addressing consumer demand for systems that are reliable, quiet and compact. With TI’s new GaN IPM, engineers can design motor driver systems that deliver all of these expectations and operates at peak efficiency.”
Improve system efficiency and reliability with TI GaN
Worldwide efficiency standards for appliances and HVAC systems such as SEER, MEPS, Energy Star and Top Runner are becoming increasingly stringent. The DRV7308 helps engineers meet these standards, leveraging GaN technology to deliver more than 99% efficiency and improve thermal performance, with 50% reduced power losses compared to existing solutions.
In addition, the DRV7308 achieves industry-low dead time and low propagation delay, both less than 200ns, enabling higher pulse-width modulation (PWM) switching frequencies that reduce audible noise and system vibration. These advantages plus the higher power efficiency and integrated features of the DRV7308 also reduce motor heating, which can improve reliability and extend the lifetime of the system.
To learn more about the benefits of GaN technology, read the white paper, “How three-phase integrated GaN technology maximizes motor-drive performance.”
Advanced integration and high power density reduce solution size and costs
Supporting the trend of more compact home appliances, the DRV7308 helps engineers develop smaller motor drive systems. Enabled by GaN technology, the new IPM delivers high power density in a 12mm-by-12mm package, making it the industry’s smallest IPM for 150W to 250W motor-drive applications.
Because of its high efficiency, the DRV7308 eliminates the need for an external heatsink, resulting in motor drive inverter printed circuit board (PCB) size reduction of up to 55% compared to competing IPM solutions. The integration of a current sense amplifier, protection features and inverter stage further reduces solution size and cost.
To learn about designing more efficient, compact motor systems, see the GaN IPM page on TI.com.
This high-efficiency, high-voltage GaN IPM is the latest example of TI innovations to help solve engineering challenges and transform motor designs.
TI’s reliable high-voltage technology at PCIM 2024
Visitors to PCIM can see new products and solutions from TI that are enabling the transition to a more sustainable future with reliable high-voltage technology in Hall 7, Booth 652. In addition to the DRV7308 GaN IPM, TI highlights at PCIM include:
- Next-generation electric vehicle (EV) propulsion system: TI is demonstrating a new 800V, 750kW SiC-based scalable traction inverter system for EV six-phase motors, in collaboration with EMPEL Systems. The demonstration features high power density and efficiency using TI’s high-performance isolated gate drivers, isolated DC/DC power modules and Arm® Cortex®-R MCUs.
- TI’s manager of high-voltage power systems applications, Sheng-Yang Yu, will speak on June 11 in the Markt & Technik panel discussion: “Will SiC ultimately Hold its Own against GaN?”
- TI’s manager of renewable energy systems, Harald Parzhuber, will speak on June 12 in Bodo’s Power Systems panel discussion: “GaN Wide Bandgap Design, the Future of Power.”
Original – Texas Instruments
-

hofer powertrain announced the commencement of a groundbreaking research project in collaboration with the Swiss Federal Institute of Technology in Zurich (ETH Zurich), focusing on the development of a state-of-the-art multilevel Gallium Nitride (GaN) traction inverter. Supported by a prestigious funding from INNOSUISSE, the Swiss Agency of Innovation Promotion, which advances science-based innovations in the interest of the economy and society in Switzerland. The next steps in this project will enable the pursuit of cutting-edge advancements in power electronics even further.
The core objective of the project is to rapidly develop an advanced multilevel traction inverter integrating Gallium Nitride (GaN) switches. hofer powertrain has made significant strides in developing advanced multilevel power electronics utilizing Gallium Nitride (GaN) chip technology over the last four years, resulting in enhanced efficiency and power density compared to silicon-based systems.
Their latest 800V GaN inverters have showcased remarkable performance in tests. The collaborative project with ETH Zurich builds on that experience to realize a revolutionary inverter solution, which aims to leverage a novel modulation scheme, operate at very high switching frequencies, and incorporate a wide array of additional pioneering features that the company has been working on in recent years.
ETH has appointed a highly qualified PhD candidate to lead the research efforts, ensuring the project benefits from fresh, innovative thinking and rigorous academic oversight. The project will be supervised by Professor Johann Biela from ETH Zurich, a renowned expert in power electronics, and Lukasz Roslaniec, the division lead of power electronics at hofer powertrain, who brings extensive industry experience to the table and has been working on these technologies proactively.
The funding from Innosuisse underscores the project’s significance and potential impact in the country and the DACH-region. This financial support will facilitate the design of a new, optimized, and highly efficient three-level GaN power inverter, featuring adaptive gate drivers to improve switching controllability and further reduce energy losses. The outcome will significantly enhance the performance and efficiency of powertrain systems for modern electrified vehicles, making a substantial contribution to the future of mobility.
Dr. Lukasz Roslaniec highlights the driving force behind this project, stating, “We eagerly anticipate the fruitful collaboration with ETH, renowned for its groundbreaking work in Power Electronics and Electric Drives. We are confident that our partnership will yield solutions that are not only technologically advanced and unparalleled but also financially accessible, thereby pushing the adoption of electric vehicles and environmental sustainability in the region and beyond.”
Original – hofer powertrain
-
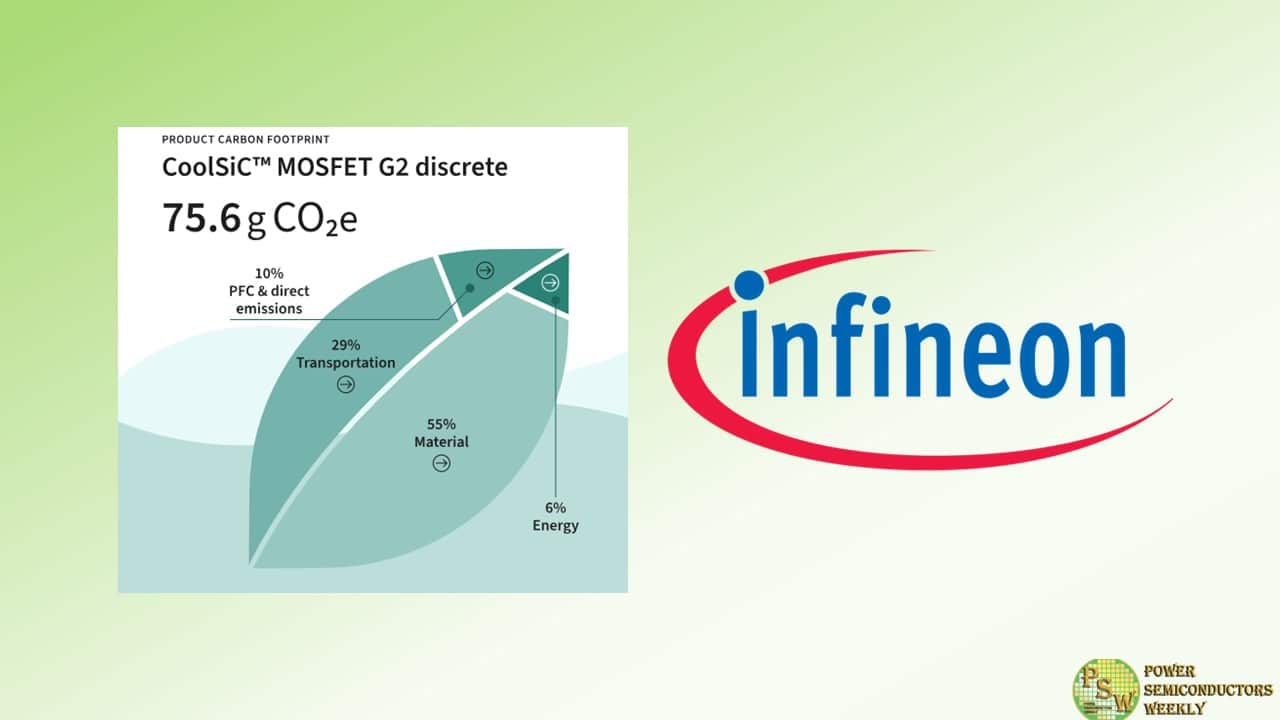
Infineon Technologies AG will provide customers with comprehensive Product Carbon Footprint (PCF) data, taking a pioneering role in the semiconductor industry. The company is committed to eventually providing PCF data for its entire product portfolio, starting now with about half of its portfolio.
The initiative will empower customers to advance their own sustainability goals and reduce their carbon footprint effectively along the entire supply chain. The Product Carbon Footprint is a metric that quantifies the greenhouse gas emissions associated with an individual product, allowing the comparison of different products’ climate impact. Infineon will share more insights with customers at the upcoming PCIM trade fair in Nuremberg, Germany, from 11 to 13 June 2024.
“By providing comprehensive Product Carbon Footprint data, we are driving the vision of a net-zero society and empowering our customers to reduce carbon emissions even more effectively,” says Elke Reichart, Member of the Management Board and Chief Digital and Sustainability Officer at Infineon. “Infineon is taking a leading role in carbon transparency by committing to include the entire product portfolio over the coming years. This underlines our ambition to be a leader not only in terms of technology, but also sustainability.”
The specific data Infineon provides on its individual products is essential for the growing number of customers who want to increase transparency on their own carbon footprint. Moreover, it supports informed decision making to leverage additional potential for reducing emissions along the value chain.
In the absence of established industry standards, Infineon has developed a robust methodology to calculate the Product Carbon Footprint, incorporating customer needs and best practices. Infineon includes emissions from raw materials and supplies, its own manufacturing processes, manufacturing partners and transportation to the customer (“from cradle to gate”).
This means that the Product Carbon Footprint reported by Infineon covers scope 1 and 2 emissions as well as scope 3 emissions from suppliers and manufacturing partners, all the way to the customer’s gate. The Product Carbon Footprint is expressed in kilograms of carbon dioxide equivalent (kg CO 2e).
Infineon has published the assessment of reference product families on the Infineon website.
Driving transparency goes hand in hand with Infineon’s strong commitment to decarbonization and digitalization. Infineon’s products make a major contribution to the global energy transition and thus to a net-zero society. They are used in solar and wind power plants, electric cars and increase energy efficiency in numerous applications, including AI data centers. Over their lifetime, the company’s chips overall save 34 times the amount of CO 2e emitted during their production.
Breaking the carbon footprint down to the product level is another major milestone in Infineon’s sustainability journey. Infineon has already pledged to achieve carbon neutrality by 2030 for direct and indirect emissions (scope 1 and 2). Last year, the company additionally committed to setting a science-based target encompassing supply chain emissions (scope 3) as well.
Original – Infineon Technologies
-

Wide-bandgap (WBG) semiconductor technology and artificial intelligence together are revolutionizing power electronics. A new class of intelligent power electronic systems is unlocking new performance and application areas. The high demands of system development impact the entire power electronics value chain. Specifically, this applies to semiconductor materials and devices as well as packaging and module technology. Extreme operating and environmental conditions demand maximum reliability and ultra-high performance. At PCIM Europe 2024, Fraunhofer IISB, Fraunhofer ISIT and Fraunhofer IMS together present the entire value chain for next-generation power electronics.
All-electric Society
In power electronics, a fundamental change is happening. Two very dynamic sectors are currently automotive electronics and energy technology. In both application areas, there is a race for ever more efficient, high-performance and cost-effective power electronics systems. On top of this, there are increased requirements in terms of the reliability and service life of the electronic parts and components.The main purpose of power electronics is the conversion and distribution of electrical energy using electronic switches between different sources, energy storages and loads that are electrically linked to each other. Power electronics fulfill these functions both in stationary applications, such as integrating renewable energy sources into the power grid, and more and more in mobile applications, like in battery electric vehicles. The central and crucial components here are the electrical converters, which can be used, for example, as chargers, voltage converters or drive inverters.
Faster – Stronger – Higher
With drive outputs of up to 1000 kW and ranges of over 1000 km, electric powertrains for electric cars have reached a new level. The electric converters are operating in the megawatt class. As a result, vehicle electronics are advancing vehemently into the area of larger drives and opening up further interesting fields of application. Outstanding examples are the emerging electrification in ships and aviation.Hybridization, i.e., the combination of combustion engines or jet propulsion systems with fuel cell technology and battery storage, promises enormous savings in terms of fuel consumption and emissions. Alongside batteries, hydrogen is becoming an interesting energy carrier. The hydrogen technology in turn opens up its own technological possibilities, such as the design of cryogenic converters or the use of superconducting cables and motor windings. However, classic silicon components have reached their physical limits and the use of wide-bandgap semiconductors such as silicon carbide or gallium nitride is a necessity.
Taking off with WBG
WBG-based power devices offer low on-state losses, enable higher switching frequencies and can handle high currents at high operating voltages. They provide superior thermal properties and are suitable for operation in a wide temperature range. Customized device and process technologies, such as VDMOS, pave the way to fully exploit the potential of WBG semiconductors for power electronics.In terms of industrial application, SiC (silicon carbide) and GaN (gallium nitride) semiconductor technologies have gained significant impact on the market. However, there are still unlocked advantages at system level in terms of cost, efficiency, and construction volume. Current research activities are focused on an in-depth understanding of device characteristics and materials properties, not only on device level.
In the development of WBG-capable modules, especially GaN and SiC power modules, various technical challenges remain to be investigated. So, to realize highest efficiency power electronic conversion with fast switching, parasitic effects have to be minimized. In this context, the spatial and functional integra-tion of the semiconductor switches with the driver control is crucial.
New challenges for WBG power modules come from extreme temperatures like cryogenic as well as high-temperature applications with appropriate adaptations to the packaging technology. Accordingly extended qualification measures and test procedures are required, that take novel failure mechanism into account. With special environmental and operational conditions, aviation is one of the hardest areas to conquer. Reliability is the key here, as failure rates must be precicely identified and extremely low. And all this with an outstanding power-to-weight ratio.
Power Meets Intelligence
Another trend in system development is apparent: the progressive integration of information and commu-nication technology.On-board power grids for aircrafts and vessels are comparable with the local power grid of a small town in terms of their complexity and dimensions. The grids connect many distributed sources and loads via long cables and transfer high power simultaneously. As a result, the focus is shifting to grid stability and droop control, i.e., the control and synchronization of generators and converters. Additional functions for monitoring, management and communication, as well as intelligent capabilites need to be implemented in the grids: On-board grids are evolving into smart grids. In stationary grid technology, especially in smart grids or local DC grids, as well as in battery systems for battery management, this transformation has been visible for a while now.
The fusion with data processing requires an increasing integration of digital technology components. Microcontrollers and system on chips have long been used in drivers and control circuits for electronic power switches. Approaches from classic signal processing are also being applied, e.g., for forming the alternating current waveform to save space and material-intensive passive filter components. This is also exemplified by modular multi-level converters, which consist of a large number of freely configurable inverter cells and can be used to cover a very wide range of applications and performance.
The Perfect Match
A new class of intelligent power electronics with additional AI functionality, the so-called cognitive power electronics, is currently being developed further. These “perceptive systems” are equipped with sensors to detect various physical parameters and embedded electronics to record and analyze data in real time. Electric drives thereby become integrated intelligent systems that know about their present operating status. Based on methods of machine learning, cognitive power electronic systems can make predictions and react autonomously to internal and external influences and events.The high demands imposed by system developers affect all stages of the power electronics value chain. It is already apparent today that the demanded performance characteristics of the new type of power electronics can no longer be achieved with the existing semiconductor devices and system features. Power semiconductors based on ultra-wide bandgap materials and other innovative devices, such as integrated snubbers or active circuit breakers, are in the pipeline. Accompanying, the transition towards an all-electric society pushes the power electronic systems development to new performance levels.
The integrated power electronic system – the symbiosis of innovative power semiconductor technologies, microelectronics and artificial intelligence – is becoming a reality.
PCIM Europe 2024 Nuremberg – Excelling in Power Electronics
At this year’s leading trade fair for power electronics in Europe – PCIM Europe 2024 in Nuremberg – three Fraunhofer Institutes are teaming up at their joint booth no. 6-368. From June 11 to 13, 2024, the Fraunhofer IISB, Fraunhofer ISIT and Fraunhofer IMS together present the entire value chain for next-generation power electronics.
Visitors can expect exhibits on topics ranging from wide-bandgap and ultra-wide-bandgap semiconductors, (U)WBG-ready packaging and module technology, cryogenic to high-temperature, integrated passives, active fuse components, advanced sensor technology, MEMS integration, ultra-compact power converters and modular multi-level converters to electric powertrains for large-scale drives.
PowerCare – Cognitive Power Electronics with Integrated Failure Protection
The centerpiece of the joint booth and overlap of the expertise of the three partner institutes is the exhibition area for project PowerCare. PowerCare uses a new monitoring concept in the form of a miniaturized motor controller with integrated real-time failure prediction (edge AI) to detect upcoming maintenance needs in advance. This is laying the foundation for a new evolutionary stage of intelligent power modules. Simultaneously, the switch to vertical GaN MOSFETs allows for unrivaled power densities and ruggedness.Within the project, Fraunhofer ISIT works on novel, vertical GaN trench MOSFETs and their behavioral models. Fraunhofer IMS contributes embedded AI models integrated in a PWM controller for failure prediction of electric motors and GaN power semiconductors. Fraunhofer IISB demonstrates GaN MOSFETs and an in-telligent motor control with AI-based condition monitoring of the electric drive. For a market-oriented development of cognitive power electronics, the project partners Siemens AG, X-FAB Dresden GmbH & Co. KG, NXP® Semiconductors Germany GmbH, and TU Dortmund University provide support and valuable practical feedback.
Fraunhofer Institute for Integrated Systems and Device Technology IISB
The Fraunhofer IISB in Erlangen specializes in wide-bandgap semiconductors and efficient power electronics. Here, materials and device know-how merges with complex system development, especially for e-mobility and sustainable energy supply. With its solutions, the institute has been setting benchmarks in energy efficiency and power density, even for extreme operating conditions like in aviation and space.At its long-time no. 1 trade fair, the IISB shows the broad spectrum of its activities in high-performance power electronics. Starting from WBG and UWBG base materials over semiconductor technology with SiC device development and prototype processing, the spectrum ranges to hybrid integration, packaging and module technology. In the area of system integration, visitors await exciting exhibits showcasing medium voltage electronics and advanced SiC and GaN power electronics for automotive, maritime and aircraft applications. Special highlights are a fully integrated aircraft power train in the megawatt class and a crewless electric vertical take-off and landing vehicle for early AI-based forest fire detection.
Fraunhofer Institute for Silicon Technology ISIT
The Fraunhofer ISIT in Itzehoe is one of Europe’s most modern research facilities for microsystems technology and power electronics. At the heart of the institute are its cleanroom facilities, large enough not only to conduct research but also to manufacture the microchips developed on an industrial scale.At PCIM 2024, Fraunhofer ISIT gives insights into current and future activities in the areas power electronics and electronic energy systems. As a part of Fraunhofer’s GaN pilot line, an emerging, independent ecosystem for development activities ranging from epitaxy via device processing to application, the ISIT presents lateral and vertical GaN devices and its processing capabilities as well as GaN-on-QST services.
With the concept Active Reliability, the institute shows condition monitoring techniques and data processing approaches such as data-fusion and digital twin for online state-of-health estimation, lifetime extension, and fault tolerance. Further highlights are the EnergyHub, a DC power router for multi-source integration and high-availability power supply and GaN-based converters for high-efficiency and high-density energy conversion.
Fraunhofer Institute for Microelectronic Circuits and Systems IMS
The Fraunhofer IMS in Duisburg is a trusted research and development partner for industry. Its goal is to develop customized sensor systems for specific needs in the areas of biomedical sensors, optical systems, open-source semiconductors, embedded AI, technology services and even quantum technology.At PCIM Europe 2024, Fraunhofer IMS presents innovative technologies in power electronics and RFID technology. The institute also offers solutions in ASIC and chip design as well as CMOS, MEMS and LiDAR. Its RISC-V processors deliver outstanding performance and improve efficiency and reliability in various applications. With the PredictiveBoX developed at the IMS, AI-based vibration analysis can be carried out and production optimized. In addition, customized vertical GaN switches enable savings of megatons of CO2.
Research Fab Microelectronics Germany
The overall framework is the Research Fab Microelectronics Germany FMD (acronym in German), a cooperation of the Fraunhofer Group for Microelectronics with the Leibniz institutes FBH and IHP. With more than 4,600 employees and a diversity of expertise and infrastructure, the virtual umbrella organization of FMD is the largest association of its kind in Europe. As a pioneer in cross-location and cross-technology cooperation, FMD is actively addressing the current and future challenges of electronics research to ensure the preservation and expansion of Germany’s and Europe’s technological sovereignty.Original – Fraunhofer IISB
