-

CISSOID will be exhibiting at APEC 2024 – the IEEE Applied Power Electronics Conference and Exposition. The conference will take place in Long Beach, California from February the 25th to the 29th. You can find CISSOID on the booths of partners Silicon Mobility (booth 452) & NAC Semi (booth 2035).
On this occasion, CISSOID will unveil the latest of their SiC offering. CISSOID will display the Intelligent power module, a complete SiC Inverter Reference Design, and a newly released product.
CISSOID’s latest IPM design offers the best SiC Gate driver technology in a compact form factor. Company’s SiC Inverter Reference Design offers a complete Inverter assembly with DC-link Capacitor, EMI Filter, DC and phase current sensors, active discharge circuit & reference cooling. It is built around CISSOID’s Inverter Control Module which will be released soon.
Inverter Control Module sneak peak, the complete offering will be unveiled on the conference floor.
Original – CISSOID
-

Vishay Intertechnology, Inc. introduced five new half-bridge IGBT power modules in the newly redesigned INT-A-PAK package. Built on Vishay’s Trench IGBT technology, the VS-GT100TS065S, VS-GT150TS065S, VS-GT200TS065S, VS-GT100TS065N, and VS-GT200TS065N offer designers a choice of two best in class technologies — low VCE(ON) or low Eoff — to lower conduction or switching losses in high current inverter stages for transportation, energy, and industrial applications.
The half-bridge devices released today combine Trench IGBTs — which deliver improved power savings versus other devices on the market — with Gen IV FRED Pt® anti-parallel diodes with ultra soft reverse recovery characteristics. Offering a new gate pin orientation, the modules’ compact INT-A-PAK package is now 100 % compatible with the 34 mm industry-standard package to offer a mechanical drop-in replacement.
The industrial-level devices will be used in power supply inverters for railway equipment; energy generation, distribution, and storage systems; welding equipment; motor drives; and robotics. To reduce conduction losses in output stages for TIG welding machines, the VS-GT100TS065S, VS-GT150TS065S, and VS-GT200TS065S offer an industry-low collector to emitter voltage of ≤ 1.07 V at +125 °C and rated current. For high frequency power applications, the VS-GT100TS065N and VS-GT200TS065N offer extremely low switching losses, with Eoff down to 1.0 mJ at +125 °C and rated current.
The RoHS-compliant modules feature 650 V collector to emitter voltages, continuous collector current from 100 A to 200 A, and very low junction to case thermal resistance. UL-approved file E78996, the devices can be directly mounted to heatsinks and offer low EMI to reduce snubbing requirements.
Device Specification Table:
Part # VCES IC VCE(ON) Eoff Speed Package @ IC and +125 °C VS-GT100TS065S 650 V 100 A 1.02 V 6.5 mJ DC to 1 kHz INT-A-PAK VS-GT150TS065S 650 V 150 A 1.05 V 10.3 mJ DC to 1 kHz INT-A-PAK VS-GT200TS065S 650 V 200 A 1.07 V 13.7 mJ DC to 1 kHz INT-A-PAK VS-GT100TS065N 650 V 100 A 2.12 V 1.0 mJ 8 kHz to 30 kHz INT-A-PAK VS-GT200TS065N 650 V 200 A 2.13 V 3.86 mJ 8 kHz to 30 kHz INT-A-PAK Original – Vishay Intertechnology
-

The electrification of everything is driving the widespread adoption of Silicon Carbide (SiC) technology in medium-to-high-voltage applications like transportation, electric grids and heavy-duty vehicles. To help developers implement SiC solutions and fast-track the development process, Microchip Technology introduced the 3.3 kV XIFM plug-and-play mSiC™ gate driver with patented Augmented Switching™ technology, which is designed to work out-of-the-box with preconfigured module settings to significantly reduce design and evaluation time.
To speed time to market, the complex development work of designing, testing and qualifying a gate driver circuit design is already completed with this plug-and-play solution. The XIFM digital gate driver is a compact solution that features digital control, an integrated power supply and a robust fiber-optic interface that improves noise immunity. This gate driver has preconfigured “turn-on/off” gate drive profiles that are tailored to optimize module performance.
It incorporates 10.2 kV primary-to-secondary reinforced isolation with built-in monitoring and protection functions including temperature and DC link monitoring, Undervoltage Lockout (UVLO), Overvoltage Lockout (OVLO), short-circuit/overcurrent protection (DESAT) and Negative Temperature Coefficient (NTC). This gate driver also complies with EN 50155, a key specification for railway applications.
“As the silicon carbide market continues to grow and push the boundaries of higher voltage, Microchip makes it easier for power system developers to adopt wide-bandgap technology with turnkey solutions like our 3.3 kV plug-and-play mSiC gate driver,” said Clayton Pillion, vice president of Microchip’s silicon carbide business unit. “By having the gate drive circuitry preconfigured, this solution can reduce design cycle time by up to 50% compared to a traditional analog solution.”
With over 20 years of experience in the development, design, manufacturing and support of SiC devices and power solutions, Microchip helps customers adopt SiC with ease, speed and confidence. Microchip’s mSiC™ products include SiC MOSFETS, diodes and gate drivers with standard, modified and custom options.
Original – Microchip Technology
-

Texas Instruments introduced two new power conversion device portfolios to help engineers achieve more power in smaller spaces, providing the highest power density at a lower cost. TI’s new 100V integrated gallium nitride (GaN) power stages feature thermally enhanced dual-side cooled package technology to simplify thermal designs and achieve the highest power density in mid-voltage applications at more than 1.5kW/in3.
TI’s new 1.5W isolated DC/DC modules with integrated transformers are the industry’s smallest and most power-dense, helping engineers shrink the isolated bias power-supply size in automotive and industrial systems by over 89%. Devices from both portfolios will be on display at this year’s Applied Power Electronics Conference (APEC), Feb. 25-29 in Long Beach, California.
“For power-supply designers, delivering more power in limited spaces will always be a critical design challenge,” said Kannan Soundarapandian, general manager of High Voltage Power at TI. “Take data centers, for example – if engineers can design power-dense server power-supply solutions, data centers can operate more efficiently to meet growing processing needs while also minimizing their environmental footprint. We’re excited to continue to push the limits of power management by offering innovations that help engineers deliver the highest power density, efficiency and thermal performance.”
Increase power density and efficiency with 100V integrated GaN power stages
With TI’s new 100V GaN power stages, LMG2100R044 and LMG3100R017, designers can reduce power-supply solution size for mid-voltage applications by more than 40% and achieve industry-leading power density of over 1.5kW/in3, enabled by GaN technology’s higher switching frequencies. The new portfolio also reduces switching power losses by 50% compared to silicon-based solutions, while achieving 98% or higher system efficiency given the lower output capacitance and lower gate-drive losses. In a solar inverter system, for example, higher density and efficiency enables the same panel to store and produce more power while decreasing the size of the overall microinverter system.A key enabler of the thermal performance in the 100V GaN portfolio is TI’s thermally enhanced dual-side cooled package. This technology enables more efficient heat removal from both sides of the device and offers improved thermal resistance compared to competing integrated GaN devices.
To learn more about the benefits of TI’s 100V GaN power stages for mid-voltage applications, read the technical article, “4 mid-voltage applications where GaN will transform electronic designs.”
Shrink bias power supplies by more than 89%
With over eight times higher power density than discrete solutions and three times higher power density than competing modules, TI’s new 1.5W isolated DC/DC modules deliver the highest output power and isolation capability (3kV) for automotive and industrial systems in a 4mm-by-5mm very thin small outline no-lead (VSON) package. With TI’s UCC33420-Q1 and UCC33420, designers can also easily meet stringent electromagnetic interference (EMI) requirements, such as Comité International Spécial des Perturbations Radioélectriques (CISPR) 32 and 25, with fewer components and a simple filter design.The new modules use TI’s next-generation integrated transformer technology, which eliminates the need for an external transformer in a bias supply design. The technology allows engineers to shrink solution size by more than 89% and reduce height by up to 75%, while cutting bill of materials by half compared to discrete solutions.
With the first automotive-qualified solution in this small package, designers can now reduce the footprint, weight and height of their bias supply solution for electric vehicle systems such as battery management systems. For space-constrained industrial power delivery in data centers, the new module enables designers to minimize printed circuit board area.
To learn more about the benefits of TI’s 1.5W isolated DC/DC modules, read the technical article, “How a new isolated DC/DC module can help solve power-density challenges.”
Pushing the limits of power at APEC 2024
These new devices are the latest ways TI is pushing power further and making innovation possible for engineers everywhere. At APEC 2024, TI will showcase the latest automotive and industrial designs for 48V automotive power; the first USB Power Delivery Extended Power Range full charging solution on the market; an 800V, 300kW silicon carbide-based traction inverter; high-efficiency power for server motherboards; and more.- Saturday, Feb. 24-Thursday, Feb. 29: Visit TI in the Long Beach Convention & Entertainment Center, Booth No. 1145. See TI.com/APEC for more information.
- Wednesday, Feb. 28 at 12 p.m. Pacific time: TI General Manager of Industrial Power Design Services Robert Taylor will present an industry session, “To Power Density and Beyond: Breaking Through Barriers to Achieve the Highest Power Density.” He will discuss innovations in packaging, integration and system-level techniques that are making greater power density possible.
- Throughout APEC: TI power experts will lead 20 industry and technical sessions to address power-management design challenges. The full schedule of TI experts’ industry and technical sessions is available at TI.com/APEC.
Original – Texas Instruments
-

SemiQ Inc. unveiled the latest addition to the company’s QSiC™ family. The QSiC 1200V SiC MOSFET modules in full-bridge configurations deliver near zero switching loss, significantly improving efficiency, reducing heat dissipation, and allowing the use of smaller heatsinks.
With a high breakdown voltage exceeding 1400V, the QSiC modules in full-bridge configurations withstand high-temperature operation at Tj = 175°C with minimal Rds(On) shift across the entire temperature spectrum. Crafted from high-performance ceramics, SemiQ’s modules achieve exceptional performance levels, increased power density, and more compact designs—especially in high-frequency and high-power environments.
Consequently, they are well-suited for demanding applications that require bidirectional power flow or a broader range of control, such as solar inverters, drives and chargers for Electric Vehicles (EVs) DC-DC converters and power supplies.
In solar inverter applications, SemiQ’s technology empowers designers to achieve greater efficiency – reaching as high as 98% – as well as more compact designs. It helps reduce heat loss, improve thermal stability, and enhance reliability, backed by over 54 million hours of HTRB/H3TRB testing. The 1200V MOSFETs also maximize efficiency gains in DC-DC converters while enhancing reliability and minimizing power dissipation.
To guarantee a stable gate threshold voltage and premium gate oxide quality for each module, SemiQ conducts gate burn-in testing at the wafer level. In addition to the burn-in test, which contributes to mitigating extrinsic failure rates, various stress tests—including gate stress, high-temperature reverse bias (HTRB) drain stress, and high humidity, high voltage, high temperature (H3TRB)—are employed to attain the necessary automotive and industrial grade quality standards. The devices also offer extended short-circuit ratings, and all parts have undergone testing surpassing 1400V.
“At SemiQ, our commitment lies in the meticulous optimization and customization of each module, ensuring they not only meet but exceed the unique demands of high-efficiency, high-power applications,” said Dr. Timothy Han, President at SemiQ. “We believe in empowering innovation through tailored solutions, and our SiC modules exemplify the pinnacle of performance, precision, and reliability in every customized design.”
SemiQ is set to debut its QSiC product family in SOT-227, half-bridge, and full-bridge packages at the Applied Power Electronics Conference (APEC) in Long Beach, CA, from February 25 to 29, 2024. Attendees at SemiQ’s booth #2245 will be the first to explore the newest additions to the QSiC lineup. Schedule a meeting with the SemiQ team using online calendar or email at media@semiq.com.
SemiQ’s new 1200V modules in full-bridge packages are available in 20mΩ, 40mΩ, 80mΩ SiC MOSFETs categories:
Part Numbers Circuit Configuration Ratings, Packages RdsOn mΩ GCMX020A120B2H1P Full-bridge 1200V/102A, B2 20 GCMX040A120B2H1P Full-bridge 1200V/56A, B2 40 GCMX080A120B2H1P Full-bridge 1200V/27A, B2 80 GCMX020A120B3H1P Full-bridge 1200V/93A, B3 20 GCMX040A120B3H1P Full-bridge 1200V/53A, B3 40 Original – SemiQ
-
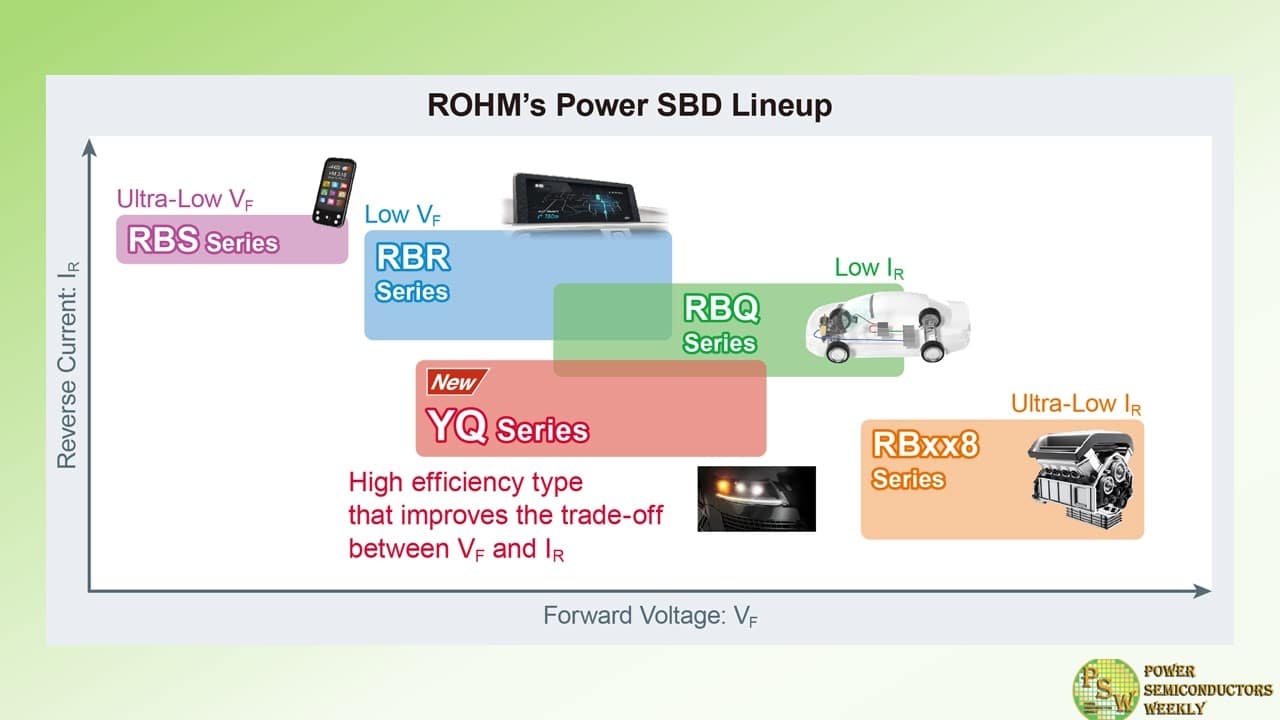
ROHM has developed 100V breakdown Schottky barrier diodes (SBDs) that deliver industry-leading reverse recovery time (trr) for power supply and protection circuits in automotive, industrial, and consumer applications.
Although numerous types of diodes exist, highly efficient SBDs are increasingly being used inside a variety of applications. Particularly SBDs with a trench MOS structure that provide lower VF than planar types enable higher efficiency in rectification applications. One drawback of trench MOS structures, however, is that they typically feature worse trr than planar topologies – resulting in higher power loss when used for switching.
In response, ROHM developed a new series utilizing a proprietary trench MOS structure that simultaneously reduces both VF and IR (which are in a trade-off relationship) while also achieving class leading trr.
Expanding on the four existing conventional SBD lineups optimized for a variety of requirements, the YQ series is ROHM’s first to adopt a trench MOS structure. The proprietary design achieves class-leading trr of 15ns that reduces trr loss by approx. 37% and overall switching loss by approx. 26% over general trench-type MOS products, contributing to lower application power consumption.
The new structure also improves both VF and IR loss compared to conventional planar type SBDs. This results in lower power loss when used in forward bias applications such as rectification, while also providing less risk of thermal runaway which is a major concern with SBDs. As such, they are ideal for sets requiring high-speed switching, such as drive circuits for automotive LED headlamps and DC-DC converters in xEVs that are prone to generate heat.
Going forward, ROHM will strive to further improve the quality of its semiconductor devices, from low to high voltages, while strengthening its expansive lineup to further reduce power consumption and achieve greater miniaturization.
SBD Trench MOS Structure
The trench MOS structure is created by forming a trench using polysilicon in the epitaxial wafer layer to mitigate electric field concentration. This reduces the resistance of the epitaxial wafer layer, achieving lower VF when applying voltage in the forward direction. At the same time, during reverse bias the electric field concentration is minimized, significantly decreasing IR. As a result, the YQ series improves VF and IR by approx. 7% and 82%, respectively, compared to conventional products.
And unlike with typical trench MOS structures where trr is worse than planar types due to larger parasitic capacitance (resistance component in the device), the YQ series achieves an industry-leading trr of 15ns by adopting a unique structural design. This allows switching losses to be reduced by approx. 26%, contributing to lower application power consumption.Application Examples
- Automotive LED headlamps
- xEV DC-DC converters
- Power supplies for industrial equipment
- Lighting
Original – ROHM
-
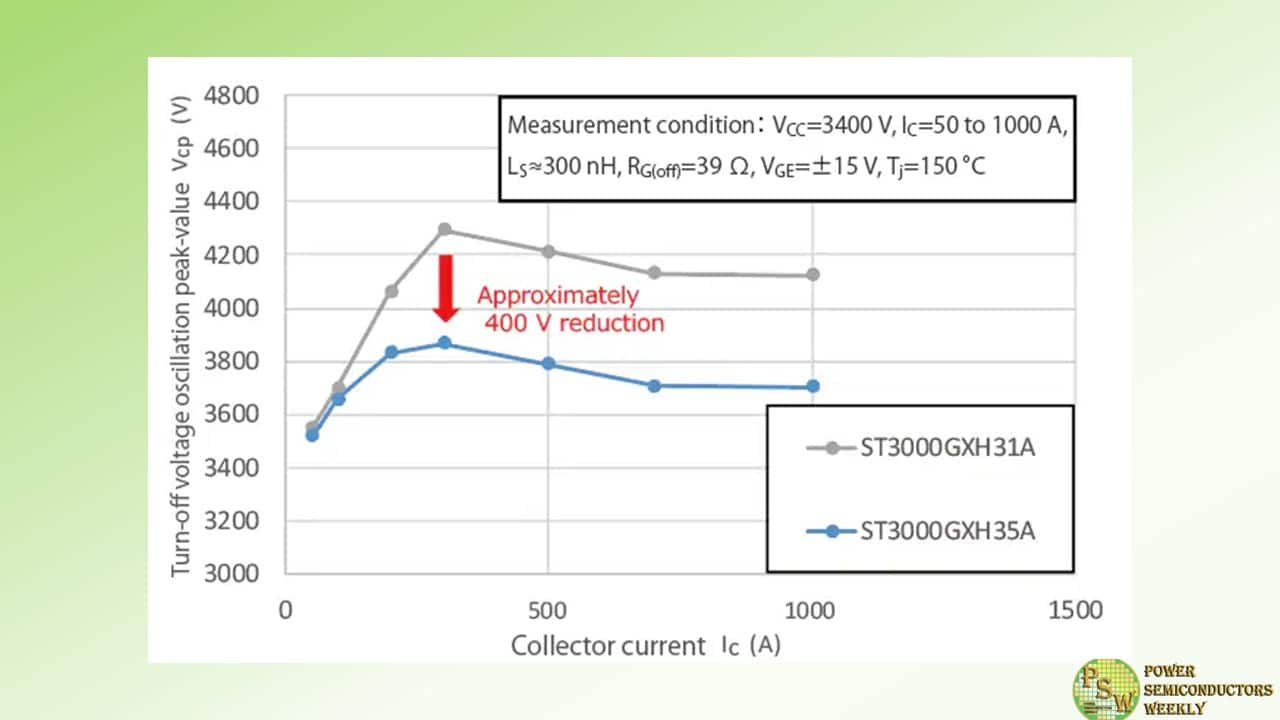
Toshiba Electronic Devices & Storage Corporation has launched a newly developed press pack IEGT “ST3000GXH35A” with ratings of 4500 V/3000 A for use in high-voltage converters.
The new product ST3000GXH35A has optimized N buffer layer design, thereby reducing approximately 400 V of turn-off-voltage oscillation peak-value (Vcp) at low current, compared with the Toshiba’s existing product. This helps simplify the snubber circuit.
In addition, the measuring voltage of short-circuit pulse-width has been enhanced to 3400 V in response to applications requiring high voltage. This allows facilitating the short-circuit protection design of converters.
Applications
- DC power transmission
- Static VAR compensator
- Industrial motor controller
Features
- Maximum junction temperature rating: Tj (max)=150 °C
- Approximately 400 V reduction in turn-off voltage oscillation peak-value (Vcp) at low current
- Enhanced 3400 V of short-circuit pulse-width
Original – Toshiba
-
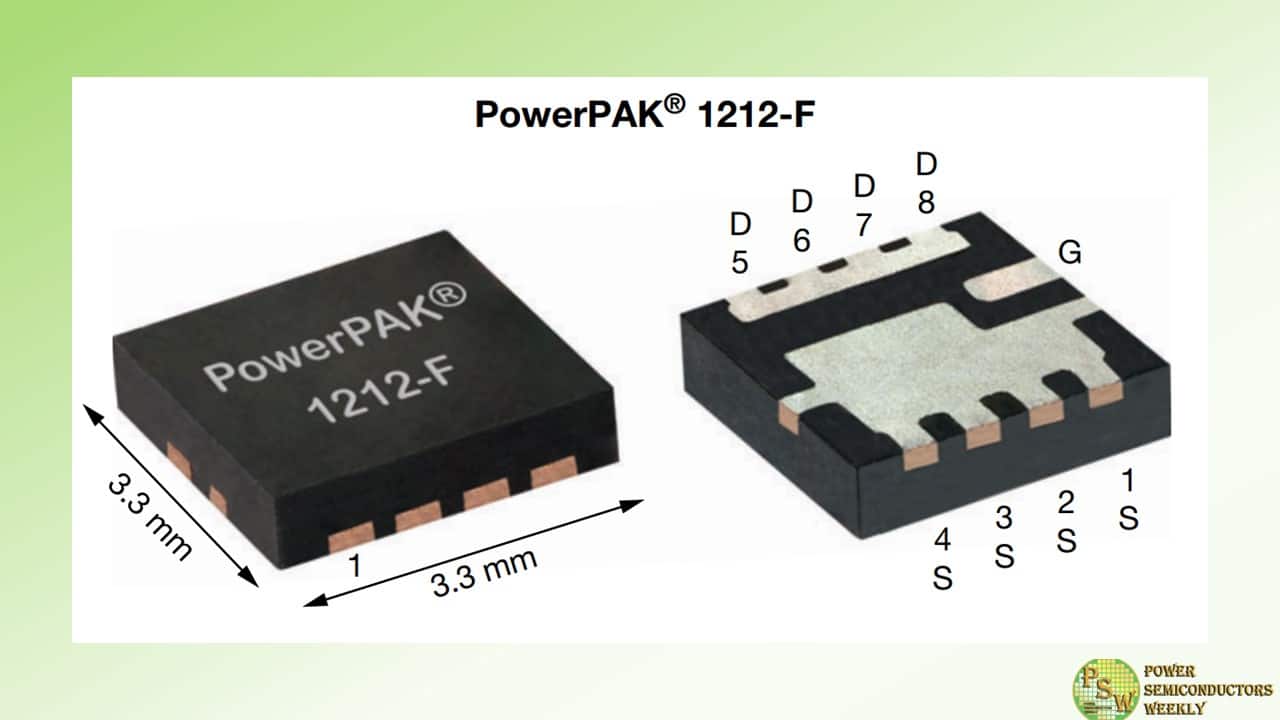
Vishay Intertechnology, Inc. introduced a versatile new 30 V n-channel TrenchFET® Gen V power MOSFET that delivers increased power density and enhanced thermal performance for industrial, computer, consumer, and telecom applications.
Featuring source flip technology in the 3.3 mm by 3.3 mm PowerPAK® 1212-F package, the Vishay Siliconix SiSD5300DN provides best in class on-resistance of 0.71 mΩ at 10 V and on-resistance times gate charge — a critical figure of merit (FOM) for MOSFETs used in switching applications — of 42 mΩ*nC.
Occupying the same footprint as the PowerPAK 1212-8S, the device released today offers 18 % lower on-resistance to increase power density, while its source flip technology reduces thermal resistance by 63 °C/W to 56 °C/W. In addition, the SiSD5300DN’s FOM represents a 35 % improvement over previous-generation devices, which translates into reduced conduction and switching losses to save energy in power conversion applications.
PowerPAK1212-F source flip technology reverses the usual proportions of the ground and source pads, extending the area of the ground pad to provide a more efficient thermal dissipation path and thus promoting cooler operation. At the same time, the PowerPAK 1212-F minimizes the extent of the switching area, which helps to reduce the impact of trace noise.
In the PowerPAK 1212-F package specifically, the source pad dimension increases by a factor of 10, from 0.36 mm2 to 4.13 mm2, enabling a commensurate improvement in thermal performance. The PowerPAK1212-F’s center gate design also simplifies parallelization of multiple devices on a single-layer PCB.
The source flip PowerPAK1212-F package of the SiSD5300DN is especially suitable for applications such as secondary rectification, active clamp battery management systems (BMS), buck and BLDC converters, OR-ing FETs, motor drives, and load switches. Typical end products include welding equipment and power tools; servers, edge devices, supercomputers, and tablets; lawnmowers and cleaning robots; and radio base stations.
Original – Vishay Intertechnology
-
Micro Commercial Components unveiled 1700V SiC MOSFET – SICW400N170A-BP. Designed to elevate power conversion in a range of applications, this MOSFET features ultra-low on-resistance of only 400mΩ and high blocking voltage capability. SICW400N170A-BP SiC MOSFET enables high-speed switching while ensuring minimal conduction losses — essential requirements for optimizing frequency-dependent systems.
A standard, yet durable TO-247AB package delivers effective operation at a gate-source voltage of 20V with superior thermal stability and an operating junction temperature of +175°C.
This unwavering reliability in harsh conditions only adds to the component’s appeal and versatility for various high-voltage applications, including EV charging stations and renewable energy systems.
Features & Benefits:
- High blocking voltage capability (1700V)
- Ultra-low on-resistance (400mΩ) enhances efficiency
- Low capacitance enables faster switching
- Excellent thermal stability
- High operating junction temperature (to +175°C)
- Standard TO-247AB package
Original – Micro Commercial Components
-

Micro Commercial Components introduced its latest high-performance component — 1200V SiC N-channel MOSFET. With an impressively low on-resistance of just 28mΩ at a gate-source voltage of 18V, SICW028N120A4-BP is engineered to deliver in demanding high-power applications.
Housed in a TO-247-4 package, this MOSFET works well with the popular D2PAK 4-pin footprint and includes a Kelvin source pin for significant reduction in switching losses and a boost in energy efficiency.
A high operating junction temperature of up to +175°C and excellent thermal stability ensure this new SiC MOSFET will revolutionize power management in a diverse range of industrial and commercial devices that must perform in harsh conditions.
Features & Benefits:
- 1200V blocking voltage capability
- 28mΩ low on-resistance
- Kelvin source pin for enhanced switching
- Avalanche ruggedness for durability
- Excellent thermal stability
- High operating junction temperature range (+175°C)
- D2PAK-compatible 4-pin TO-247-4 package
Original – Micro Commercial Components
