-

Mitsubishi Electric Corporation has begun shipping low-current 3.3kV/400A and 3.3kV/200A versions of a Schottky barrier diode (SBD) embedded silicon carbide (SiC) metal-oxide-semiconductor field-effect transistor (MOSFET) module for large industrial equipment, including rolling stock and electric power systems, from today, June 10.
Together with the existing 3.3kV/800A version, the newly named UnifullTM series comprises three modules to meet the growing demand for inverters capable of increasing power output and power conversion efficiency in large industrial equipment. The new modules will be exhibited at major trade shows, including Power Conversion Intelligent Motion (PCIM) Europe 2024 in Nuremberg, Germany from June 11 to 13.
Mitsubishi Electric’s SBD-embedded SiC-MOSFET modules, including the 3.3kV/800A version released on March 29, feature an optimized package structure to reduce switching loss and improve SiC performance. Compared to existing power modules, UnifullTM modules, significantly reduce switching loss and contribute to higher power output and efficiency in large industrial equipment, making them suitable for auxiliary power supplies in railcars and drive systems with relatively small capacities.
Original – Mitsubishi Electric
-

Vishay Intertechnology, Inc. announced that at PCIM Europe 2024 the company will be showcasing its broad portfolio of power management solutions that address several increasingly important trends in power electronics, including e-mobility, high efficiency power conversion, energy storage, and grid management. In Hall 9, Booth 208, Vishay experts will be available to discuss the company’s extensive offering of passive and semiconductor solutions for these next-generation applications.
Taking center stage for Vishay at PCIM will be the company’s newly released 1200 V MaxSiC™ series silicon carbide (SiC) MOSFETs, which deliver on-resistances of 55 mW, 95 mW, and 280 mΩ in standard packages for industrial applications, with custom products also available.
In addition, Vishay will provide a roadmap for 650 V to 1700 V SiC MOSFETs with on-resistances ranging from 10 mΩ to 1 Ω. Vishay’s SiC platform is based on proprietary MOSFET technology — enabled through the company’s acquisition of MaxPower Semiconductor, Inc. — which will address market demands in traction inverter, photovoltaic energy conversion and storage, on-board charger, and charging station applications. At the booth, Vishay’s experts will also be discussing upcoming planned releases of the MaxSiC platform, including AEC-Q101 Automotive Grade products.
At PCIM, Vishay will be offering a variety of application-focused demonstrations, including:
- A high voltage intelligent battery shunt for 400 V and 800 V batteries
- A 40 kW resettable electronic fuse (eFuse) for 400 V and 800 V battery electric vehicles (BEV)
- A unidirectional, 11 kW three-phase AC on-board charger (OBC) with a BOM consisting of 90 % Vishay parts
- A bidirectional 10 kW eFuse for 48 V applicationsA collaborative robot workstation featuring Vishay power resistors, ESTA power electronic capacitors (PEC), Automotive Grade diodes, SiC MOSFETs, and an SiC-based auxiliary power converter.
Vishay passive components on display at PCIM will include IHPT series solenoid-based haptic actuators featuring Immersion Corporation licenses, a 5.5 kW transformer / inductor for LLC applications, and IHLE® series low profile, high current inductors with integrated e-field shields; wirewound resistors and charging resistors featuring hybrid wirewound technology; thick film power resistors; robust metallized polypropylene film capacitors, including AC and pulse capacitors and DC-Link capacitors with high temperature operation up to +125 °C and the ability to withstand temperature humidity bias (THB) testing of 85 °C / 85 % for 1000 h; X1, X2, and Y2 EMI suppression film capacitors certified to safety and humidity robustness grade IIIB; and DC and AC power electronic capacitors (PEC) with high impulse current ratings, low inductance, and high reliability.
Highlighted Vishay semiconductor solutions will consist of surface-mount diodes in the eSMP® and FlatPAK 5×6 packages; leadless surface-mount diodes in the DFN, CLP, and LLP series packages; and 650 V and 1200 V SiC Schottky diodes up to 20 A in eSMP® series and 40 A in power packages for AC/DC power factor correction (PFC) and ultra high frequency output rectification. In addition, Vishay will be showcasing microBUCK® and microBRICK® buck regulators, including the 60 V input SiC967 synchronous buck regulator with integrated power MOSFETs and inductors; high voltage MOSFETs in the PowerPAK 10×12 package; automotive power modules in the EMIPAK 1B, MaacPAK, FlatPAK, and HC0 packages; and industrial power modules in Gen III TO-244, IAP, SOT-227, and MTC packages.
Prior to the exhibition, on June 9, Vishay’s Sanjay Havanur — senior manager of system applications — will be presenting the seminar “Silicon Is Still Here: A Refresher on the Narrow Bandgap Power MOSFETs and Their Datasheets” at 2 p.m. in the Arvena Park Hotel. During the show, Claudio Damilano — director of product marketing and market development, power modules — will present “Evolution in Vishay Power Modules for E-Mobility: Solutions for High Voltage and Low Voltage Applications” on June 11, at 3:50 p.m. in Hall 6, Booth 220.
Original – Vishay Intertechnology
-

The market for Battery Electric Vehicles (BEVs) and Plug-in Hybrid Electric Vehicles (PHEVs) continues to grow as the push towards decarbonization requires sustainable solutions to reduce emissions. A critical application for EVs is the on-board charger, which converts AC power into DC power to recharge the vehicle’s high-voltage battery.
Microchip Technology announced an On-Board Charger (OBC) solution that uses a selection of its automotive-qualified digital, analog, connectivity and power devices, including the dsPIC33C Digital Signal Controller (DSC), the MCP14C1 isolated SiC gate driver and mSiC™ MOSFETs in an industry-standard D2PAK-7L XL package.
This solution is designed to increase an OBC system’s efficiency and reliability by leveraging the dsPIC33 DSC’s advanced control functions, the MCP14C1 gate driver’s high-voltage reinforced isolation with robust noise immunity and the mSiC MOSFETs’ reduced switching losses and improved thermal management capabilities. To further simplify the supply chain for customers, Microchip provides the key technologies that support the other functions of an OBC, including communication interfaces, security, sensors, memory and timing.
To accelerate system development and testing, Microchip offers a flexible programmable solution with ready-to-use software modules for Power Factor Correction (PFC), DC-DC conversion, communication and diagnostic algorithms. The software modules in the dsPIC33 DSC are designed to optimize performance, efficiency and reliability, while offering flexibility for customization and adaptation to specific OEM requirements.
“Microchip established an E-Mobility megatrend team with dedicated resources to support this growing market, so in addition to providing the control, gate drive and power stage for an OBC, we can also provide customers with connectivity, timing, sensors, memory and security solutions,” said Joe Thomsen, corporate vice president of Microchip’s digital signal controller business unit. “As a leading supplier to OEMs and Tier-1s, Microchip offers comprehensive solutions to streamline the development process, including automotive-qualified products, reference designs, software and global technical support.”
Here is an overview of the key components in this OBC solution:
- The dsPIC33C DSC is AEC-Q100 qualified and features a high-performance DSP core, high-resolution Pulse-Width Modulation (PWM) modules and high-speed Analog-to-Digital Converters (ADCs), making it optimal for power conversion applications. It is functional safety ready and supports the AUTOSAR® ecosystem.
- The MCP14C1 isolated SiC gate driver is AEC-Q100 qualified and is offered in SOIC-8 wide-body package supporting reinforced isolation and SOIC-8 narrow-body supporting basic isolation. Compatible with the dsPIC33 DSC, the MCP14C1 is optimized to drive mSiC MOSFETs via Undervoltage Lockout (UVLO) for VGS = 18V gate drive split output terminals, which simplifies implementation and eliminates the need for an external diode. Galvanic isolation is achieved by leveraging capacitive isolation technology, which results in robust noise immunity and high Common-Mode Transient Immunity (CMTI).
- The mSiC MOSFET in an AEC-Q101-qualified D2PAK-7L XL surface mount package includes five parallel source sense leads to reduce switching losses, increase current capability and decrease inductance. This device supports 400V and 800V battery voltages.
Microchip has published a white paper that provides more information about how this OBC solution can optimize a design’s performance and speed up its time to market.
For more information about Microchip’s OBC solutions for EVs, visit Microchip’s website.
Original – Microchip Technology
-
Wolfspeed is expanding its portfolio of industry-leading SiC MOSFET & Schottky diode discrete products with the addition of the new Top Side Cooled (TSC) package: the U2. With options ranging from 650 V – 1200 V, Wolfspeed’s TSC products significantly increase system level power density and efficiency, while improving thermal management and board layout flexibility.
Applications:
- Electric Vehicle (EV) On-Board Chargers and Fast Charging Infrastructure
- EV & Industrial HVAC (Heating, Ventilation, and Air Conditioning) Motor Drives
- High Voltage DC/DC Converters
- Solar and Energy Storage
- Industrial Motor Drives
- Industrial Power Supplies
Features:
- Low profile, surface mount footprint
- Top side cooling with low Rth
- AEC-Q101 Automotive Qualified Options
- SiC MOSFETs Available from 750 V – 1200 V
- SiC Schottky Diodes Available from 650 V – 1200 V
Benefits:
- Highest Creepage Distance Available for SiC Top Side Cooled Packages
- Higher System Power Density with Optimized PCB Layouts
- High Volume Manufacturing Capability with Surface Mount Footprint
What’s New? Advantages of New Top Side Cooled Packages
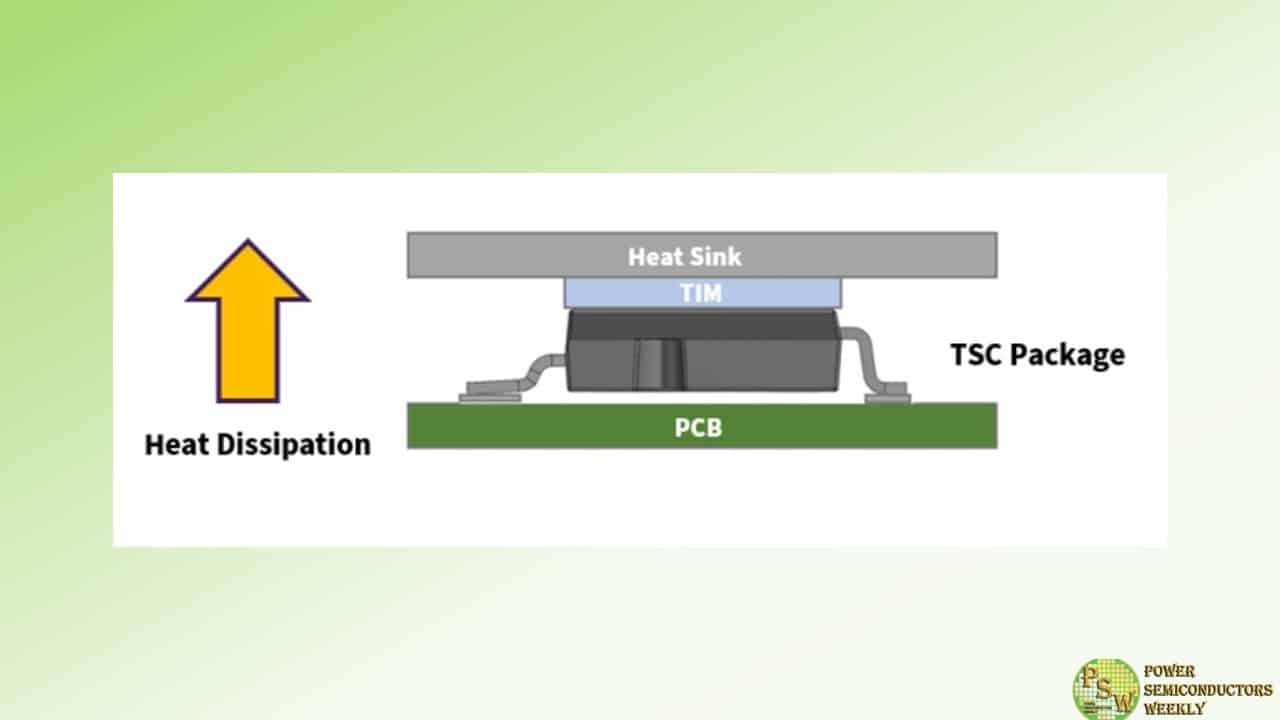
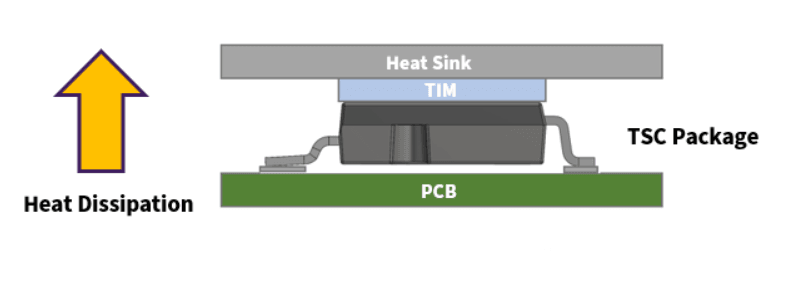
Most standard surface mount discrete power semiconductors remove heat through the bottom of the device by making direct contact with the power circuit board (PCB), which utilizes a heat sink or cooling plate attached underneath. This method is common across many different power electronics applications, particularly when size and weight requirements do not limit PCB mounting and heat sinks.
Top side cooled (TSC) devices, on the other hand, dissipate heat through the top side of the package. Inside TSC packages, the die sits upside down in the upper portion of the package to allow heat to flow directly to the top surface. Generally, TSC devices are best suited for high-performance applications such as automotive and e-mobility systems where high-power densities, advanced thermal management solutions, and small footprints are essential. Within these applications, TSC devices help address cooling requirements by enabling maximum power dissipation and optimizing thermal performance.
TSC designs also allow for dual-side usage of the PCB since the bottom board surface is no longer needed for the heatsink interface. Removing the heatsink from the thermal path not only creates an improved overall system thermal impedance; it also allows for automated assembly, which can increase manufacturing throughput for a more efficient and cost-effective solution.
Evaluating U2 TSC Devices Made Easy with SpeedVal™ Kit
Wolfspeed’s SpeedVal Kit Modular Evaluation Platform allows engineers to reduce the transition from silicon to silicon carbide (SiC) with a flexible set of building blocks for in-circuit evaluation of system performance at real operating points. The recently released 3-phase motherboard enables high-power testing with static loads as well as a foundation for advanced motor control firmware development.
Evaluation boards for a variety of Rdson ratings for Wolfspeed’s TSC MOSFET devices are coming soon.
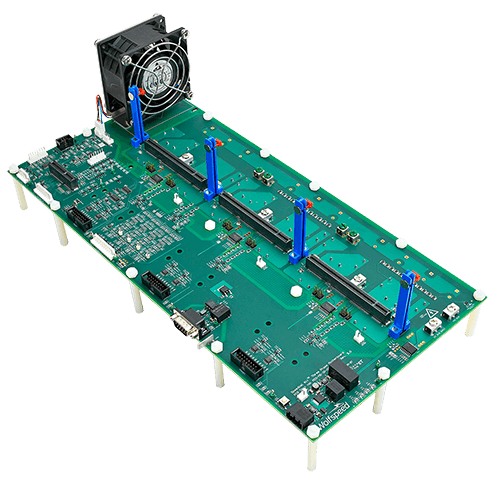
SpeedVal™ Kit Modular Evaluation Platform Three-Phase Motherboard Putting U2 TSC Devices to Work: 13 kW Automotive HVAC Motor Drive Reference Design
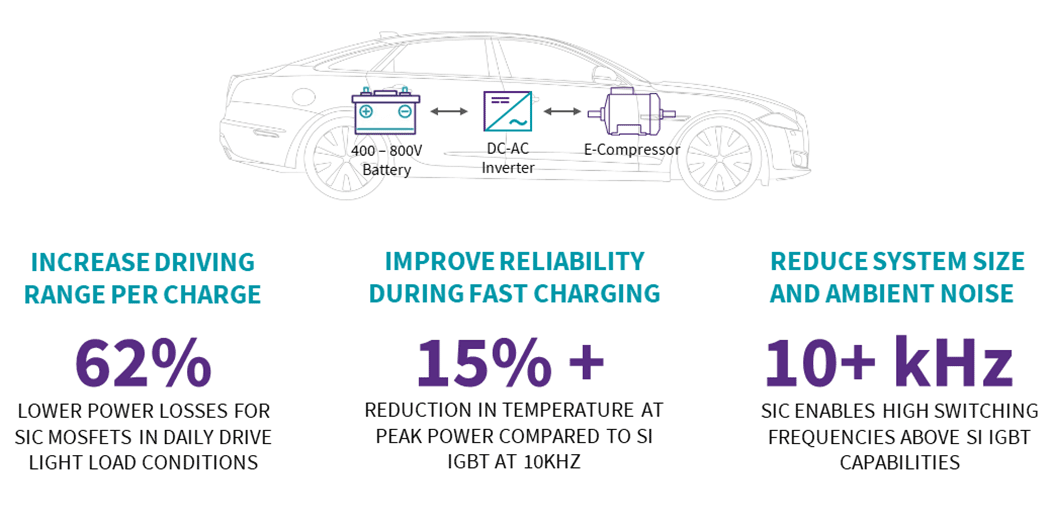
Wolfspeed’s upcoming 13 kW motor drive reference design, featuring the TSC U2 package, demonstrates the benefits of U2 devices for 10 kW+ EV HVAC systems, which support thermal management of the cabin, battery, and electronics. Optimizing the efficiency and operating temperature range of the HVAC system with the implementation of SiC enables systems designers to bring fast charging to the driver in under 15 minutes, while also extending the driving range per charge for the lifetime of the car. Utilizing Wolfspeed’s new CRD-13DA12N-U2 13 kW HVAC reference design, SiC enables:
Reference Design Specifications:
- Input Voltage: 550 – 850 V
- Max Output Current: 25 A
- Max Output Power: 13 kW
- Switching Frequency: 10 – 32 kHz
- Peak Efficiency: > 98%
Original – Wolfspeed
-

Navitas Semiconductor announced their new portfolio of Gen-3 ‘Fast’ (G3F) 650 V and 1,200 V SiC MOSFETs optimized for fastest switching speed, highest efficiency, and increased power density for applications such as AI data center power supplies, on-board chargers (OBCs), fast EV roadside super-chargers, and solar / energy-storage systems (ESS). The broad portfolio range covers industry-standard packages from D2PAK-7 to TO-247-4, designed for demanding, high-power, high-reliability applications.
The G3F family is optimized for high-speed switching performance, resulting in 40% improvement to hard-switching figures-of-merits (FOMs) compared to competition in CCM TPPFC systems. This will enable increasing the wattage of next-generation AI power supply units (PSUs) up to 10 kW, and power per rack increase from 30 kW to 100-120 kW.
The G3F GeneSiC MOSFETs are developed using a proprietary ‘trench-assisted planar’ technology. and offer better-than-trench MOSFET performance, while also providing superior robustness, manufacturability and cost than competition. G3F MOSFETs deliver high-efficiency with high-speed performance, enabling up to 25°C lower case temperature, and up to 3x longer life than SiC products from other vendors.
The ‘trench-assisted planar’ technology enables an extremely low RDS(ON) increase versus temperature, which results in the lowest power losses across the complete operating range and offers up to 20% lower RDS(ON) under real-life operation at high temperatures compared to competition.
Additionally, all GeneSiC MOSFETs have the highest-published 100%-tested avalanche capability, 30% longer short-circuit withstand time, and tight threshold voltage distributions for easy paralleling, GeneSiC MOSFETs are ideal for high-power, fast-time-to-market applications.
Navitas’ latest 4.5 kW high-power density AI Server PSU reference design in CRPS185 form-factor, showcases the 650 V-rated, 40mOhms G3F FETs for an Interleaved CCM TP PFC topology. Alongside the GaNSafe™ Power ICs in the LLC stage, a power density of 138 W/inch3 and peak efficiency above 97% is realized, which comfortably achieves ‘Titanium Plus’ efficiency standards, now mandatory in Europe.
For the EV market, 1,200 V/34 mOhm (G3F34MT12K) G3F FETs enable Navitas’ new 22 kW, 800V Bi-Directional OBC and 3KW DC-DC converter to achieve a superior power density of 3,5 kW/L and a peak efficiency of 95.5%.
“G3F sets a new standard for efficient, cool-running SiC performance, coupled with high reliability and robustness for high-power, high-stress systems,” noted Dr. Sid Sundaresan, Senior Vice President of SiC Technology and Operations. “We’re pushing the boundaries of SiC, with up to 600 kHz switching speeds, and hard-switching figures-of-merit up to 40% better than competition.”
Original – Navitas Semiconductor
-

Cambridge GaN Devices is partnering with Qorvo® to develop a reference design and evaluation kit (EVK) that showcases GaN for motor control applications. CGD aims to speed the use of GaN power ICs in BLDC and PMSM applications, resulting in higher power, highly efficient, compact and reliable systems. Qorvo is building an EVK for its PAC5556A motor/control IC that is powered by CGD’s ICeGaN™ (IC-enhanced GaN) technology.
GIORGIA LONGOBARDI | CEO, CGD
“Because ICeGaN – unlike other GaN implementations from other companies – integrates the interface circuitry but not the controller together with the GaN HEMT, it is simple to combine with highly integrated motor controller and drive ICs such as Qorvo’s PAC5556A 600 V High Performance BLDC / PMSM Motor Controller and Driver. We are delighted to partner with Qorvo to enable motor controller and driver applications to enjoy the benefits of GaN power.”JEFF STRANG | GENERAL MANAGER, POWER MANAGEMENT BUSINESS UNIT, QORVO
“Wide bandgap semiconductors such as GaN and SiC are being actively considered in various motor control applications for the power density and efficiency benefits they bring. CGD’s ICeGaN technology offers ease of use and reliability, two crucial factors for motor control and drive designers. We are excited to see the reaction of design engineers when they experience the power of GaN combined with our highly integrated PAC5556A 600V BLDC motor control solution.”GaN brings a variety of benefits, primarily lower losses, which results in higher efficiency, leading to increased power availability and less heat. This reduces the need for complex, bulky, and costly thermal management solutions, resulting in smaller, more powerful systems that have a longer life. GaN also delivers higher torque at low speeds and, therefore, more accurate control. Also, GaN allows high-speed switching, which can reduce audible noise, which is especially valued for domestic items such as ceiling fans, heat pumps, and refrigerators.
In addition to being easy to use, ICeGaN offers several other significant benefits over other GaN devices. The gate drive voltage of ICeGaN is compatible with IGBTs. Because ICeGaN integrates the Miller clamp within the GaN IC, a negative Turn-Off voltage is not required, and low-cost current drivers can be used. Finally, ICeGaN includes a useful current sense function, simplifying circuit design and reducing BOM.
The reference design is available today, and EVK RD5556GaN will be available for purchase in Q324. It will also be shown on CGD’s booth Hall 7 643 at the PCIM exhibition in Nuremberg, Germany, 11-13 June. Qorvo will also exhibit at PCIM, on booth Hall 7 406.
Original – Cambridge GaN Devices
-

Alpha and Omega Semiconductor Limited announced the expansion of their package portfolio options available for their second generation 650V to 1200V αSiC MOSFETs. Applicable to many critical applications such as xEV charging, solar inverters, and industrial power supplies, the new package selections give designers the added flexibility of multiple system optimization options to further maximize system efficiency while streamlining their manufacturing process.
AOS will showcase its expanded surface mount and module package options at PCIM Europe 2024 in Nuremberg, Germany, June 11-13.
The first new surface mount package is available for the AOBB040V120X2Q, AOS’ new 1200V/40mOhm αSiC MOSFET in a standard D2PAK-7L surface mount package. This AEC-Q101 qualified product is designed to replace traditional through-hole packages. It is ideal for applications such as on-board chargers (OBCs) where efficient cooling can be provided by vias and backside PCB heatsinks, simplifying the assembly flow and maximizing the power density. In addition, the low inductance package combined with the fast driver sourcesense connection positions these AOS αSiC MOSFETs as one of the most efficient power-switching solutions in the market.
For additional design flexibility, AOS is releasing its GTPAK™ surface mount package with topside cooling features. In designs where a topside-mounted heatsink is viable, the direct heat path from the GTPAK minimizes the thermal resistance. It enables higher power dissipation for more effective PCB routing. The first AOS product in GTPAK is the AOGT020V120X2. This 1200V/20mOhm αSiC MOSFET is an ideal solution to meet the requirements of high-efficiency solar inverter and industrial power supply applications.
Finally, AOS announced the AOH010V120AM2 as the first product in its new AlphaModule™ high power baseplate-less module family. This 1200V/10mOhm half-bridge αSiC module features press-fit pins and an integrated thermistor. It is in a standard footprint module that enables the replacement of multiple discrete devices into a single compact form factor while simplifying both the mechanical and electrical design by providing a clear separation of electrical and cooling paths. Single modules are suitable for residential solar inverters, or several modules in parallel will allow scaling to power levels necessary to drive the needs of fast DC charging stations.
“With the continued growth in EVs, energy infrastructure, and renewable energy, we continue to see increased interest in our αSiC MOSFETs. The expansion of our product portfolio to include these new advanced package options gives our customers the design flexibility they need to take advantage of our superior αSiC performance and continue the trend of pushing power systems to higher density and efficiency,” said David Sheridan, Vice President of SiC products at AOS.
Original – Alpha and Omega Semiconductor
-
Vincotech introduced a GaN-based power module which provides an effective solution for highly efficient power conversion in isolated DC/DC converters or DC/AC inverter stages. It offers a 2-in-1 solution, and can be utilized either as a 10mOhm H-Bridge or 5mOhm half-bridge.
The module features E-mode GaN HEMTs chip technology, promoting high efficiency and power density, and is available in an industry-standard package with low stray loop inductance. It is compatible with external gate drives, offering engineers high design flexibility.
Main benefits
- Highest design flexibility with external gate driver, enabling slew rate control for low EMC
- Low voltage overshoots due to integrated snubber capacitors
- High power density and small footprint for soft switching above 500kHz
- Kelvin source pin and low inductive gate loop for clean switching behavior
Applications
- DC fast charger
- Solar inverter
- UPS
Original – Vincotech
-
As data centers become increasingly power-hungry to support the tremendous processing requirements of AI workloads, the need for boosting energy efficiency is paramount. The powerful combination of onsemi’s latest generation T10 PowerTrench® family and EliteSiC 650V MOSFETs create a solution that offers unparalleled efficiency and high thermal performance in a smaller footprint for data center applications.
Compared to a typical search engine request, an AI-supported engine request requires more than 10x the power, leading to data center power needs expected to reach an estimated 1,000 TWh globally in less than two years. To process one AI-supported request, energy is converted four times from the grid to the processor, which can result in an energy loss of approximately 12%.
Using the T10 PowerTrench family and EliteSiC 650V solution, data centers are able to reduce power losses that occur by an estimated 1%. If implemented in data centers globally, the solution could reduce energy consumption by 10 TWh annually or the equivalent of the energy required to fully power nearly one million homes per year.
The EliteSiC 650V MOSFET offers superior switching performance and lower device capacitances to achieve higher efficiency in data centers and energy storage systems. Compared to the previous generation, these new generation silicon carbide (SiC) MOSFETs have halved the gate charge and reduced both the energy stored in output capacitance (Eoss) and the output charge (Qoss) by 44%.
With no tail current during turn-off and superior performance at high temperatures, they can also significantly reduce switching losses compared to super junction (SJ) MOSFETs. This allows customers to downsize system components while increasing the operating frequency, resulting in an overall reduction in system costs.
Separately, the T10 PowerTrench Family is engineered to handle high currents, crucial for DC-DC power conversion stages, and offers increased power density and superior thermal performance in a compact footprint. This is achieved through a shield gate trench design, which boasts an ultra-low gate charge and an RDS (on) of less than 1 milliohm. Additionally, the soft recovery body diode and lower Qrr effectively minimizes ringing, overshoots, and electrical noise to ensure optimal performance, reliability, and robustness under stress. The T10 PowerTrench Family also meets the stringent standards required for automotive applications.
The combined solution also meets the stringent Open Rack V3 (ORV3) base specification required by hyperscale operators to support the next generation of high-power processors.
“AI and electrification are reshaping our world and skyrocketing power demands. Accelerating innovation in power semiconductors to improve energy efficiency is key to enabling these technological megatrends. This is how we power the future responsibly,” said Simon Keeton, group president, Power Solutions Group, onsemi. “Our latest solution can significantly reduce power losses that occur during the energy conversion process and have a meaningful impact on the demands for the next generation of data centers.”
Original – onsemi
-

Toshiba Electronic Devices & Storage Corporation has started mass production of a 3rd generation silicon carbide (SiC) 1200 V and drain current (DC) rating 400 A of SiC MOSFET module “MG400Q2YMS3” for industrial equipment and has expanded its lineup.
The new product MG400Q2YMS3 offers low conduction loss with low drain-source on-voltage (sense) of 0.9 V (typ.). It also offers low switching loss with both turn-on switching loss and turn-off switching loss of 13 mJ (typ.). These help to reduce power loss of equipment and the size of cooling device.
MG400Q2YMS3 has a low stray inductance of 12 nH (typ.) and is capable of high-speed switching. In addition, it suppresses surge voltage in switching operation. Thus, it is available for high frequency isolated DC-DC converter.
Toshiba’s SiC MOSFET module of 2-153A1A package has a lineup of five existing products, MG250YD2YMS3 (2200 V / 250 A), MG400V2YMS3 (1700 V / 400 A), MG250V2YMS3 (1700 V / 250 A), and MG600Q2YMS3 (1200 V / 600 A), including new products. This provides a wider range of product selection.
Toshiba will continue to meet the needs for high efficiency and the downsizing of industrial equipment.
Applications
Industrial equipment
- Auxiliary power supply for railway vehicles
- Renewable energy power generation systems
- Motor control equipment for industrial equipment
- High frequency DC-DC converters, etc.
Features
- Low drain-source on-voltage (sense):
VDS(on)sense=0.9 V (typ.) (ID=400 A, VGS=+20 V, Tch=25 °C) - Low turn-on switching loss:
Eon=13 mJ (typ.) (VDD=600 V, ID=400 A, Tch=150 °C) - Low turn-off switching loss:
Eoff=13 mJ (typ.) (VDD=600 V, ID=400 A, Tch=150 °C) - Low stray inductance:
LsPN=12 nH (typ.)
Original – Toshiba
